戈锐特(厦门)机电有限公司
主营产品:多片锯锯片,螺旋刀轴,木工框锯条,自动双面刨,单片修边锯
首页
企业介绍
产品展示
新闻中心
联系我们
您当前的位置:
首页
>
产品展示
>>
卢森堡刀片木工刀具舍弃式硬质合金进口螺旋刀头立铣机四面刨
产品展示
Products
铝型材/强化地板/线路板专用金刚石锯片PCD锯片
金属陶瓷冷锯
金属带锯条
割草机刀片合金割草锯片机用除草通用刀
精密裁板锯划线锯
卢森堡刀片木工刀具舍弃式硬质合金进口螺旋刀头立铣机四面刨
联系人:
李新州
QQ号码:
383883970
电话号码:
0592-6256672
手机号码:
13338367523
Email地址:
383883970@qq.com
公司地址:
福建省厦门市集美区杏林北二路26-4-106号之一
产品介绍
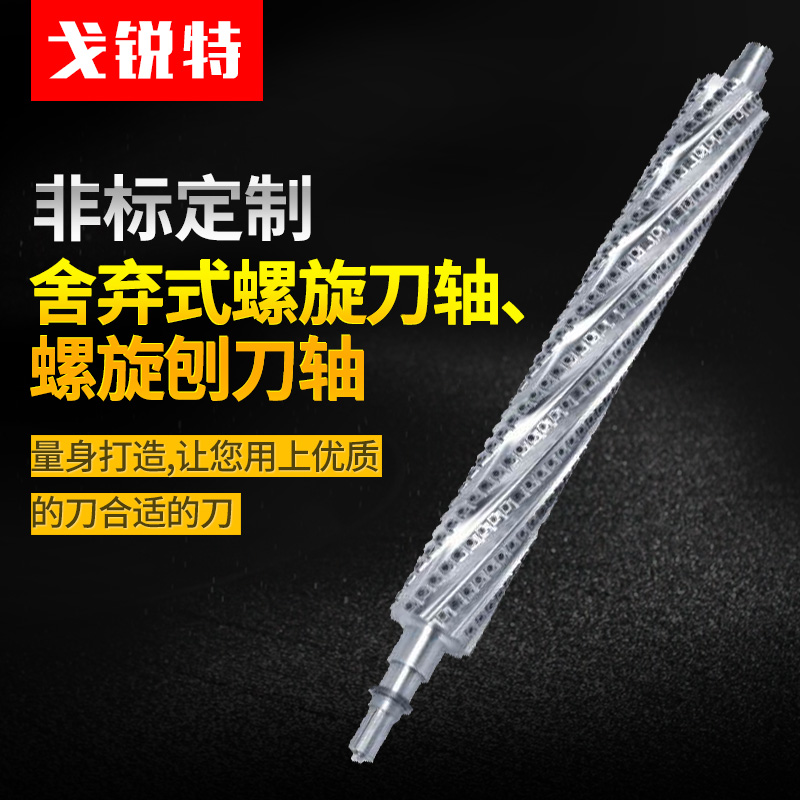
舍弃式木工螺旋刀,舍弃式螺旋刀,螺旋平刀,舍弃式刀 舍弃式螺旋刀的优点 木工刀具切削过程中是极其复杂的工艺,在高速切削过程中,被加工的木材切削变形时由于受到本身性质(木材纤维、年轮方向、木材种类、含水率、温度等)、刀具特性(角度、锐利程度)和切削用量(切削深度、切削速度、进给速度)等因素的影响。 传统的平口刀(合金刀、成型刀),在刀具使用中存在下列问题,困扰着广大使用厂家。 (1)刀刃烧痕:刀刃磨损或者进料暂时停止等情况下,由于切削热在切削表面上产生焦的痕迹。 (2)刀具钝化与稳定性:刀具切削时,刀齿与切削和工件接触的部分摩擦生热,同时齿尖的热量向整个刀刃和刀体以热传递的形势扩散热量,然后,再向周围的环境辐射散热。而刀具温度上升使得刃口温度上升,增加刀具钝化速度,及刀体不均匀的温度分布会使得刀具丧失稳定性。 (3)易产生撕裂型的切削:由于被加工的木材较硬,试用平口刀切削时因为单位时间单位手里面积大,极易形成切削变形、戗槎,所以切削面无法达到光滑平坦的效果。特别是压刨在加工大平面拼版,如果是逆茬切削时,一般都会撕裂木材表面即戗槎,如果改换螺旋舍弃式刀轴保证切削出的大平面平整光滑不会戗槎。这也是螺旋式刀体的点。 (4)排屑困难:平口刀切削的木屑较大,集尘系统无法排除过大的木屑,致使交工厚的木屑影响加工品质。 (5)合金硬度降低:在乙炔和高频焊中用来焊接硬质合金的铜丝在900度左右融化,而银丝的融化温度在500度左右,但是用于银丝成本较高(16.7元/根,据我们自己计算),所以绝大部分都是用铜丝焊接,所以大大降低了硬质合金的硬度,也大幅度降低了刀具的使用寿命。 纵观平口刀的不足之处,选择舍弃式螺旋刀头能够比较明显的改善平口刀的缺点。舍弃式刀头的设计在欧美地区已成为木工机械标准配刀,刀具的便利实用性,而设计出的的切削利器。 舍弃式螺旋刀头的优点: (1)螺旋式刀面:高精度的设计制造技术将舍弃式刀片合理的排列与刀体四周,形成单位时间内较小的切削面,以达到改善刀刃烧痕与戗槎。 (2)散热速度快:部分刀体采用7系列航太等级的铝合金刀体,不仅提高了散热速度,还提升了刀具的稳定度和刀体的结构强度,进而提升了刀体的使用寿命。 (3)舍弃式刀片:采用进口卢森堡小刀片,不经过高温焊接的装配方式,保证了每个刀片原来的硬度在HRA93.5度以上,大幅提成了刀具的使用寿命。当刀片钝化时,工厂操作师傅自行拆卸刀片,操作简单节省时间。 (4)使用寿命较长:铝合金刀体比一般平口刀的使用寿命长1-2倍,若在双面刨和四面刨上使用寿命长达3-4倍。 (5)木屑很小:单位时间内一螺旋方式切削,所形成的木屑极小,在中英集尘系统中很容易将木屑排离加工木材表面。 (6)噪音小:单位时间内的接触木材表面与平口刀在同一时间内接触木材表面加工时所产生的噪音值约减少30至50dB。 备注:常规的刀片有:14*14*2.0 15*15*2.5 30*12*1.5等进口舍弃式刀片,规格齐全 对外批发 专为各种刀架系统开发的超细合金木工可转位刀片,用于切割,铣削,开槽,尺寸,超长寿命,有效降低加工成本。 硬质合金舍弃式螺旋刀片常规规格分为三种:14*14*2.0刀片、15*15*2.5刀片、30*12*1.5刀片。 选配刀片的原装主要在于针对刨削加工材料的性质,木类、刨削厚度等。 轻切款适用:14*14*2.0刀片、15*15*2.5刀片 重切款适用:30*12*1.5刀片,当然重切款也可用14*14*2.0刀片与15*15*2.5刀片,根据加工件的类别选择 重切款螺旋刀轴刨削厚度较大,一般可以刨削厚度可达8mm;轻切款螺旋刀轴刨削厚度较小,一般刨削厚度可达5mm. 当刨削量需要大深刨削时,可选用重切款30*12*1.5刀片款。当然当刨削厚度不大,加工件为较难刨削件是可适用14*14*2.0刀片款螺旋刀与15*15*2.5刀片款螺旋刀。 详细介绍: 1、适用于:为各种刀架系统开发的超细合金木工可转位刀片,用于切割,铣削,开槽,尺寸,超长寿命, 有效降低加工成本。 2、特点: 原装进口刀片保证了刀架的转配和切割寿命。卢森堡原装进口舍弃式刀片,卢森堡森拉天时,值得信赖。寿命长,可进行研磨10片一小盒,一箱50小盒(30*12*2.5除外,其为6片一小盒) 可以定制螺旋刀,螺旋刀轴舍弃式刀片:原装进口刀片配螺旋刀轴使用,精度高抗折力大,硬度强是螺旋刀头刀片之一。建议切削深度8mm以下常用规格。 重切用15*15*1.5刀片,轻切用14*14*1.5的刀片 如果材料很难加工用30*12*2.5压块的
相关推荐
查看更多产品
木工硬质合金多片锯锯片
青城螺旋刀轴
电子开料锯锯片
台湾木工机械配件
进入官网
关于我们
产品展示
联系我们
CopyRight © 版权所有: 戈锐特(厦门)机电有限公司