
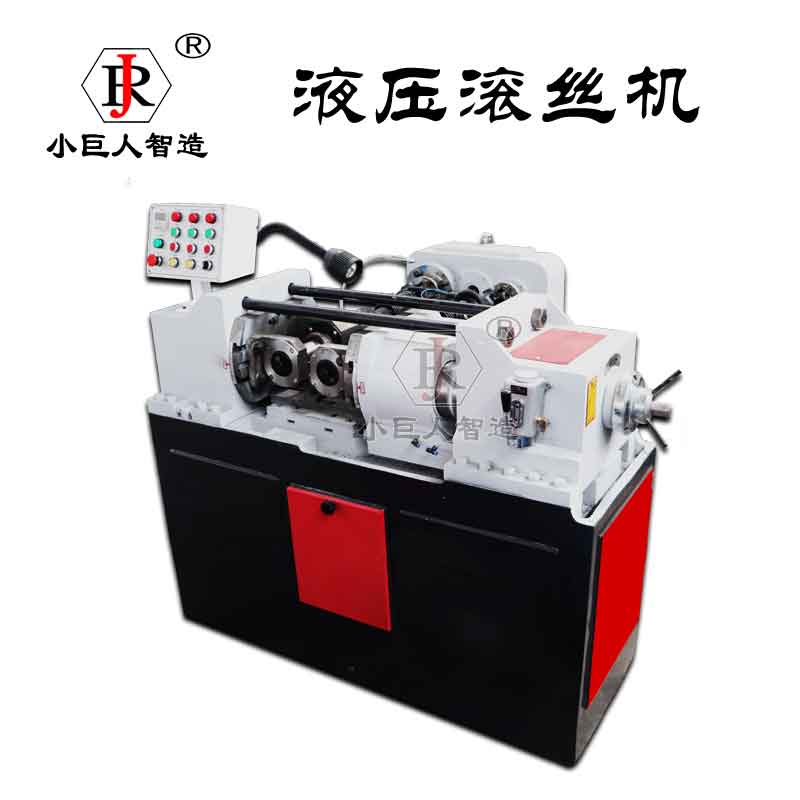
凸轮滚丝机-滚丝机自动上料机-国外滚丝机

所在地:河北省
联系人:王经理
价格:面议
品牌:小巨人智造,小巨人机床,小巨人滚丝机,小巨人,邢台小巨人
发布时间:2021-10-13
【产品详情】凸轮滚丝机-滚丝机自动上料机-国外滚丝机
查看该公司全部产品>>
凸轮滚丝机-滚丝机自动上料机-国外滚丝机
邢台市小巨人智能科技有限公司拥有一支经验丰富、实力过硬的生产销售队伍,专注于滚丝机的生产和研发,自成立以来,始终把客户的利益放在靠前,不断引进吸收国内外同行的设计理念和制造技术,在机床行业中成绩显著,并积极为客户开发低成本,高生产效率,满足客户需要的新产品。公司立志为广大紧固件加工厂提供优异的滚丝机产品,始终坚持诚信和互惠原则,坚持用真诚的服务去打动客户。

凸轮滚丝机-滚丝机自动上料机-国外滚丝机。
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致;
定位套顺序不正确;滚压头顺序安装是否正确;
滚丝轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;压块压行程开关距离不够,压块压不到位或损坏卡阻;接线脱落;触点是否接触不良或损坏;检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针,厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝操作问题解决
小巨人机床是一家具有实力的滚丝机生产企业,一直把满足客户要求作为企业经营的核心,严把质量关口,努力提率是我们的目标。我司坚持不懈,努力为紧固件加工厂提供适应市场需求的滚丝机。“创新产品种类,严格质量控制”,公司遵循着这样的原则,持续为客户提供有口碑的滚丝机。
凸轮滚丝机-滚丝机自动上料机-国外滚丝机。
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。具有操作简单、节能、功效高等优点。可配自动上料机实现一体自动生产。
工作原理
1、在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
2、滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。
3、滚压工具专用性较强,适用于滚压工件材料硬度,不高于HRC25在HRC20以下,延伸率应大于15%,抗拉强度应小于60kgf/mm2的各种碳素钢、合金钢和有色金属,随着材质硬度的提高,滚压工具的寿命急剧下降。
注意事项:
1、操作本机床严禁戴手套,尤其加工长丝杆时,工件更应加装保护装置。
2、非工作人员、非成年人应远离机床,各传动部位工作时,不要随意抚摸和调整,以 防发生安全事故。
3、本机电器部分应良好接地。
4、本机工作完毕后,应切断总电源。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
我司坚持科学发展,加强自主创新,提高核心竞争力。滚丝机制作材料上乘,价格公道,公司服务态度较好,合作信誉优良。邢台市小巨人智能科技有限公司实施自主创新战略,建设创新型企业。欢迎广大客户光临惠顾精诚合作,共展宏图。公司地址:邢湾镇西黄庄村
在凸轮滚丝机,国外滚丝机,滚丝机自动上料机,滚丝机等方面均有占有优势,欢迎您致电联系了解
温馨提示: 以上是关于凸轮滚丝机-滚丝机自动上料机-国外滚丝机的详细介绍, 产品由邢台市小巨人智能科技有限公司为您提供,如果您对邢台市小巨人智能科技有限公司产品信息感兴趣可以联系供应商 或者让供应商 邢台市小巨人智能科技有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 凸轮滚丝机-滚丝机自动上料机-国外滚丝机 相关产品信息:
- 凸轮滚丝机-滚丝机自动上料机-国外滚丝机 相关热搜产品信息:
本行业精品推荐








最新资讯

该公司其它产品

同类产品推荐
- 虹口日本进樱SHIN-ON主轴-具有口碑
- GPS出租价格-厦门规模大的GPS定位仪
- 厦门建筑测温仪_怎样才能买到价格适中的建
- 湖北劈石机-耐用的劈石机供应
- 全热交换器质量好的-买中小型全热交换器认
- 大兴安岭油流继电器-质量好的油流继电器沈
- 全站仪价格|价格合理的中纬全站仪在厦门哪
- 异型针价格-哪里能买到报价合理的圆针
- smc片材石英石-烟台高质量的SMC片材
- LCD/FPD磁环_咸阳品牌好的LCD传
- 黑龙江楼宇对讲系统-专业的可视对讲门铃厂
- 淄博SMC片材价格-大量供应高质量的SM
- 西安工程造价-金泽科技的消防设计施工销量
- 西安装修审图公司哪家好-咸阳消防评估-咸
- 新疆精密空调出售-高性价精密空调推荐
- 青海石材对开组合机_优惠的石材对开组合机
- 西安设备计量校准-咸阳消防验收公司-咸阳
- 铁岭油位表哪家好-哪里可以买到耐用的油位
- 批售圆针-上海品牌好的圆针供销
- 海口空压机_专业的供应 海口空压机
- 双向变频直流全热交换器价格|百美空调高质
- 动力楼宇对讲-迈立斯供应好用的楼宇对讲

- 凸轮滚丝机-滚丝机自动上料机-国外滚丝机相关区域产品:
- 凸轮滚丝机-滚丝机自动上料机-国外滚丝机相关区域厂家:

