
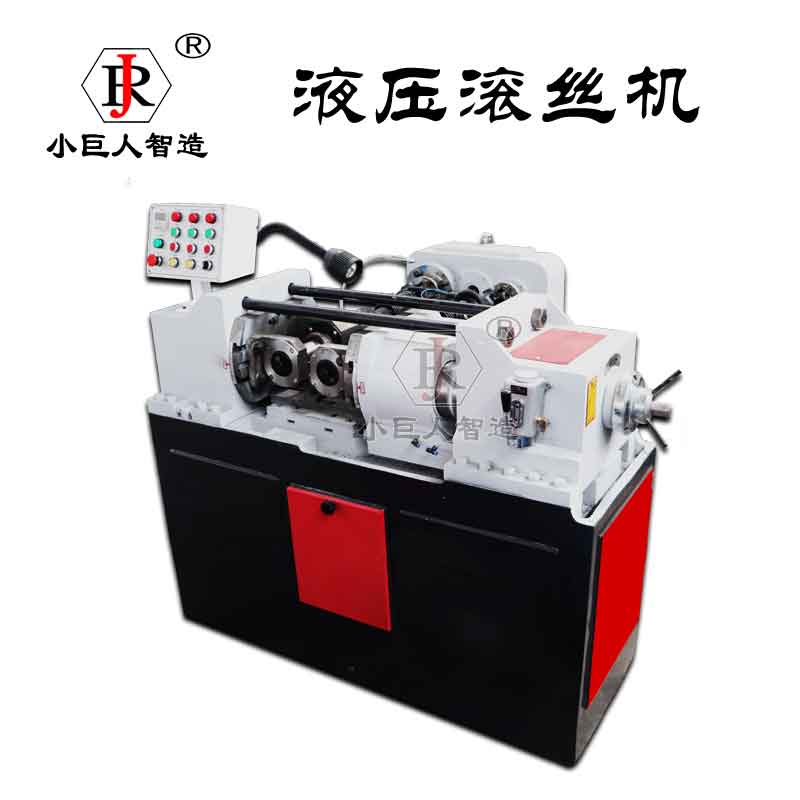
и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңә

дҫӣеә”е•ҶпјҡйӮўеҸ°еёӮе°Ҹе·ЁдәәжҷәиғҪ科жҠҖжңүйҷҗе…¬еҸёгҖҗе…¬еҸёе•Ҷй“әгҖ‘
жүҖеңЁең°пјҡжІіеҢ—зңҒ
иҒ”зі»дәәпјҡзҺӢз»ҸзҗҶ
д»·ж јпјҡйқўи®®
е“ҒзүҢпјҡе°Ҹе·ЁдәәжҷәйҖ ,е°Ҹе·ЁдәәжңәеәҠ,е°Ҹе·Ёдәәж»ҡдёқжңә,е°Ҹе·Ёдәә,йӮўеҸ°е°Ҹе·Ёдәә
еҸ‘еёғж—¶й—ҙпјҡ2021-10-13
гҖҗдә§е“ҒиҜҰжғ…гҖ‘и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңә
жҹҘзңӢиҜҘе…¬еҸёе…ЁйғЁдә§е“Ғ>>
и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңә
жӯЈи§ҶжҢ‘жҲҳпјҢеўһејәдҝЎеҝғпјҢеҲӣйҖ иҫүз…ҢгҖӮеңЁжҲҗеҠҹеҸ–д»Јдј з»ҹеҲ¶йҖ е·Ҙдёҡзҡ„еҗҢж—¶пјҢж»Ўи¶ідәҶзҺ°д»Јз”ҹдә§ж•ҲзҺҮпјҢй«ҳзЁіе®ҡжҖ§е’ҢеҸҜйқ жҖ§зҡ„зІҫеҫ®еҠ е·Ҙзҡ„иҰҒжұӮгҖӮе°Ҹе·ЁдәәжңәеәҠдҝЁз„¶жҲҗдёәдёҖ家жҲҗзҶҹзҡ„ж»ҡдёқжңәз”ҹдә§дјҒдёҡпјҢдҫӣеә”зҡ„ж»ҡдёқжңәеҸ—еҲ°е№ҝеӨ§зҙ§еӣә件еҠ е·ҘеҺӮзҡ„дёҖиҮҙеҘҪиҜ„пјҢдә§е“ҒеңЁиһәзә№еҠ е·ҘжӢҘжңүиүҜеҘҪзҡ„иЎЁзҺ°гҖӮ
и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңәгҖӮ йӮўеҸ°еёӮе°Ҹе·ЁдәәжҷәиғҪ科жҠҖжңүйҷҗе…¬еҸёеқҗиҗҪдәҺйӮўж№ҫй•ҮиҘҝй»„еә„жқ‘пјҢе…¬еҸёд»Ҙж»ҡдёқжңәзҡ„з”ҹдә§й”Җе”®дёәдё»иҰҒдёҡеҠЎгҖӮжӢҘжңүжҲҗзҶҹзҡ„жҲҗеҘ—з”ҹдә§и®ҫеӨҮе’ҢдёҖжү№з»ҸйӘҢдё°еҜҢзҡ„жҠҖжңҜдәәжүҚгҖӮз»ҸиҝҮеӨҡе№ҙзҡ„еҸ‘еұ•пјҢе°Ҹе·ЁдәәжңәеәҠиҝҺжқҘдәҶж–°зҡ„жҳҘеӨ©пјҢзҺ°з”ҹдә§зҡ„ж»ҡдёқжңәй”ҖеҫҖе…ЁеӣҪпјҢ并еңЁеӣҪеҶ…йҮҚиҰҒзңҒеёӮе»әз«ӢдәҶзҡ„е”®еҗҺжңҚеҠЎдҪ“зі»пјҢдёәзҙ§еӣә件еҠ е·ҘеҺӮжҸҗдҫӣе…·жңүй’ҲеҜ№жҖ§зҡ„жҠҖжңҜж”ҜжҢҒе’ҢеҸ‘еұ•з©әй—ҙгҖӮ

1.ж“ҚдҪңж»ҡдёқжңәж—¶йҖҡиҝҮж”№еҸҳйҖүжӢ©ејҖе…ізҡ„е·ҘдҪңдҪҚзҪ®пјҢеҸҜд»ҘйҖүжӢ©иҮӘеҠЁж»ҡеҠЁжЁЎејҸгҖҒи„ҡиёҸж»ҡеҠЁжЁЎејҸе’ҢжүӢеҠЁжЁЎејҸгҖӮ
иҮӘеҠЁеҫӘзҺҜжЁЎејҸпјҡеҗҜеҠЁж¶ІеҺӢ马иҫҫпјҢе°ҶйҖүжӢ©ејҖе…іиҪ¬еҲ°иҮӘеҠЁпјҢж №жҚ®ж¶ІеҺӢйңҖжұӮи°ғж•ҙиҮӘеҠЁж»ҡеҠЁж—¶й—ҙе’Ңеҗ‘еҗҺеҒңжӯўж—¶й—ҙгҖӮжӯӨж—¶пјҢж»‘еҠЁеә§жӨ…еңЁеүҚиҝӣж—¶й—ҙ继з”өеҷЁжҺ§еҲ¶зҡ„ж¶ІеҺӢдёӢиҝӣиЎҢиҝӣз»ҷиҝҗеҠЁпјҢж»‘еҠЁеә§жӨ…еңЁеҗҺеҒңжӯўж—¶й—ҙ继з”өеҷЁзҡ„жҺ§еҲ¶дёӢиҝӣиЎҢеҗ‘еҗҺеҒңжӯўиҝҗеҠЁгҖӮ
иёҸжқҝеҫӘзҺҜж–№ејҸпјҡжҸ’е…Ҙи„ҡзәҝиҝһжҺҘеҷЁпјҢж—¶й—ҙ继з”өеҷЁеҒңжӯўе·ҘдҪңпјҢдҪҝз”Ёи„ҡиёҸејҖе…іпјҢж»‘еҠЁеә§жӨ…еңЁж¶ІеҺӢдҪңз”ЁдёӢеҗ‘еүҚ移еҠЁпјҢе·ҘдҪңж»ҡеҠЁе®ҢжҲҗеҗҺпјҢж»‘еҠЁеә§жӨ…еңЁж¶ІеҺӢдҪңз”ЁдёӢиҝ”еӣһгҖӮ
2.е®үиЈ…ж»ҡдёқиҪ®ж—¶пјҢеә”е°ҶиҝһжқҶж“Ұе№ІеҮҖгҖӮиЈ…еҚёж»ҡдёқиҪ®ж—¶пјҢеә”еҲҶеҲ«жӢҶдёӢиҪ®жқҶж”Ҝж’‘еә§пјҢе°Ҷж»ҡдёқиҪ®иЈ…еңЁиҪ®жқҶдёҠпјҢеҖҹеҠ©и°ғж•ҙеһ«еңҲе°Ҷж»ҡдёқиҪ®и°ғж•ҙеҲ°жүҖйңҖзҡ„иҪҙеҗ‘дҪҚзҪ®гҖӮдёӨдёӘж»ҡдёқиҪ®зҡ„з«Ҝйқўеә”е°ҪеҸҜиғҪи°ғж•ҙеҲ°ж°ҙе№ійқўгҖӮж»ҡдёқиҪ®е’Ңж”Ҝжүҝеә§иҪҙжүҝеә”дёҺеһ«еңҲз»“еҗҲпјҢд»ҘйҳІжӯўж»ҡдёқиҪ®иҪҙжңқиҜҘж–№еҗ‘移еҠЁгҖӮ
3.ж”Ҝж’‘еә§еә”еңЁе·Ҙ件дёӯеҝғгҖӮйҡҸзқҖиҪ§еҲ¶е·Ҙ件зӣҙеҫ„зҡ„еҸҳеҢ–пјҢйңҖиҰҒж”№еҸҳж”Ҝж’‘еә§зҡ„дҪҚзҪ®гҖӮи°ғж•ҙж–№жі•пјҡжқҫејҖдёӨдёӘеӣәе®ҡиһәж “пјҢе°Ҷж”Ҝж’‘еә§з§»еҠЁеҲ°жүҖйңҖдҪҚзҪ®пјҢ然еҗҺжӢ§зҙ§иһәж “гҖӮ
4.ж”Ҝж’‘еқ—е®үиЈ…еңЁж”Ҝж’‘еә§дёҠпјҢйЎ¶йғЁз”ЁзЎ¬иҙЁеҗҲйҮ‘з„ҠжҺҘиҖҢжҲҗгҖӮжқҫејҖж”Ҝж’‘еқ—зҡ„зҙ§еӣәиһәж “пјҢеўһеҠ жҲ–еҮҸе°‘ж”Ҝж’‘еқ—еә•йғЁзҡ„еһ«зүҮпјҢд»Ҙи°ғж•ҙж”Ҝж’‘еқ—зҡ„й«ҳеәҰпјҢ然еҗҺжӢ§зҙ§иһәж “гҖӮж”Ҝжүҝеқ—зҡ„й«ҳеәҰеңЁиҪ§еҲ¶иҝҮзЁӢдёӯиө·зқҖйҮҚиҰҒзҡ„дҪңз”ЁгҖӮ
пјҲ1пјү ж”Ҝж’‘еқ—зҡ„й«ҳеәҰеҸ–еҶідәҺиҪ§еҲ¶е·Ҙ件зҡ„и§„ж јпјҢж №жҚ®е·Ҙ件жқҗж–ҷзҡ„дёҚеҗҢпјҢеҸҜз•Ҙй«ҳжҲ–з•ҘдҪҺгҖӮдёҖиҲ¬жғ…еҶөдёӢпјҢеҜ№дәҺжҷ®йҖҡй’ўгҖҒзўій’ўе’ҢжңүиүІйҮ‘еұһе·Ҙ件пјҢе·Ҙ件дёӯеҝғеҸҜз•ҘдҪҺдәҺж»ҡиҪ®жқҶдёӯеҝғ0-0.25mmгҖӮе·Ҙ件дёӯеҝғеҸҜйҮҮз”ЁжҜ”дёҚй”Ҳй’ўжқҗиҙЁзЁҚй«ҳзҡ„еҗҲйҮ‘й’ўгҖӮз”ЁжҲ·еә”ж №жҚ®е®һйҷ…жғ…еҶөиҝӣиЎҢи°ғж•ҙгҖӮ
пјҲ2пјү ж”Ҝж’‘еқ—зҡ„е®ҪеәҰеә”д»Ҙж»ҡдёқиҪ®еңЁиҪ§еҲ¶иҝҮзЁӢдёӯдёҚдјҡдёҺж”Ҝж’‘еқ—зў°ж’һдёәеҹәзЎҖгҖӮеҜ№дәҺзӣҙеҫ„е°ҸдәҺ10 0зҡ„е·Ҙ件пјҢеә”еҸ–жҺҘиҝ‘е…Ғи®ёеҖјзҡ„е®ҪеәҰгҖӮеҜ№дәҺзӣҙеҫ„еӨ§дәҺ10mmзҡ„е·Ҙ件пјҢж”Ҝж’‘еқ—йЎ¶йғЁзҡ„е®ҪеәҰе…Ғи®ёиҫғеӨ§пјҢдҪҶдёҚеҝ…и¶…иҝҮ18mmгҖӮ
и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңәгҖӮ
е…ЁиҮӘеҠЁж¶ІеҺӢзӣҙиһәзә№ж»ҡдёқжңәж“ҚдҪңиҝҮзЁӢ
1пјҺжҺҘйҖҡз”өжәҗпјҢжү“ејҖеҶ·еҚҙж°ҙйҳҖй—ЁпјҢжҢүдёӢжӯЈиҪ¬иө·еҠЁжҢүй’®пјҢеҚіеҸҜиҪ¬еҠЁиҝӣз»ҷжүӢжҹ„пјҢеҗ‘е·Ҙ件方еҗ‘иҝӣз»ҷе®һзҺ°еҲҮеүҠпјҢеҪ“еүҘиӮӢй•ҝеәҰиҫҫеҲ°иҰҒжұӮж—¶пјҢеүҘиӮӢеҲҖиҮӘеҠЁеј ејҖпјҢиҪ¬еҠЁжүӢжҹ„继з»ӯиҝӣз»ҷпјҢеҚіеҸҜе®һзҺ°ж»ҡиҪ§иһәзә№пјҢеҪ“ж»ҡдёқиҪ®дёҺй’ўзӯӢжҺҘи§Ұж—¶иҰҒз”ЁеҠӣпјҢ并дҪҝдё»иҪҙж—ӢиҪ¬дёҖе‘ЁгҖӮиҪҙеҗ‘иҝӣз»ҷдёҖдёӘиһәи·қй•ҝеәҰпјҢеҪ“иҝӣз»ҷеҲ°зЁӢеәҰеҗҺпјҢеҚіеҸҜе®һзҺ°иҮӘеҠЁиҝӣз»ҷпјҢзӣҙеҲ°ж•ҙдёӘж»ҡиҪ§иҝҮзЁӢе®ҢжҲҗеҗҺиҮӘеҠЁеҒңиҪҰпјҢжҢүдёӢеҸҚиҪ¬иө·еҠЁжҢүй’®пјҢеҚіеҸҜе®һзҺ°иҮӘеҠЁйҖҖеҲҖгҖӮ
2пјҺеҪ“иҮӘеҠЁйҖҖеҲҖз»“жқҹеҗҺйЎәж—¶й’ҲиҪ¬еҠЁиҝӣз»ҷжүӢжҹ„пјҢе°Ҷж»ҡиҪ§еӨҙйҖҖеӣһеҲ°еҲқе§ӢдҪҚзҪ®пјҢжӯӨж—¶еүҘиӮӢеҲҖиҮӘеҠЁеӨҚдҪҚгҖӮеҚёдёӢеҠ е·Ҙе®ҢжҲҗзҡ„е·Ҙ件еҚіеҸҜгҖӮ
3пјҺз”ЁзҺҜ规жЈҖжҹҘиһәзә№й•ҝеәҰпјҢиҜҜе·®еңЁиҢғеӣҙеҶ…дёәеҗҲж јпјӣеҗҢж—¶з”Ёиһәзә№йҖҡжӯўи§„жЈҖжҹҘдёқеӨҙе°әеҜёпјҢйҖҡ规иғҪж—Ӣе…ҘпјҢжӯўи§„дёҚиғҪж—Ӣе…ҘжҲ–дёҚиғҪе®Ңе…Ёж—Ӣе…ҘдёәеҗҲж јгҖӮ
4пјҺж»ҡиҪ§еҸҚдёқж—¶пјҢе…Ҳе°Ҷж»ҡиҪ§еӨҙдёӯзҡ„ж»ҡдёқиҪ®д»»ж„ҸдёӨдёӘдә’жҚўдҪҚзҪ®пјӣеҶҚе°ҶиЎҢзЁӢејҖе…іеҺӢеқ—еүҚеҗҺдә’жҚўдҪҚзҪ®пјҢ并дҝқиҜҒиЎҢзЁӢдёҚеҸҳгҖӮ
5пјҺж»ҡиҪ§еҸҚдёқж—¶пјҢжҢүдёӢжӯЈиҪ¬иө·еҠЁжҢүй’®пјҢиҪ¬еҠЁиҝӣз»ҷжүӢжҹ„еҗ‘е·Ҙ件方еҗ‘иҝӣз»ҷе®һзҺ°еҲҮеүҠпјҢеҪ“еүҘиӮӢй•ҝеәҰиҫҫеҲ°иҰҒжұӮж—¶пјҢеүҘиӮӢеҲҖиҮӘеҠЁеј ејҖпјҢеҒңжӯўиҝӣз»ҷпјҢжӯӨж—¶жҢүдёӢеҒңжӯўжҢүй’®еҒңиҪҰеҗҺпјҢжҢүдёӢеҸҚиҪ¬жҢүй’®пјҢж»ҡиҪ§еӨҙеҸҚеҗ‘ж—ӢиҪ¬пјҢж“ҚзәөжүӢжҹ„继з»ӯиҝӣз»ҷпјҢеҚіеҸҜж»ҡиҪ§еҸҚжүЈиһәзә№пјҢеҪ“ж»ҡдёқиҪ®дёҺй’ўзӯӢжҺҘи§Ұж—¶пјҢиҰҒз”ЁеҠӣпјҢ并дҪҝдё»иҪҙиҪ¬дёҖе‘ЁпјҢиҪҙеҗ‘иҝӣз»ҷдёҖдёӘиһәи·қй•ҝеәҰпјҢеҪ“иҝӣз»ҷеҲ°зЁӢеәҰеҗҺпјҢеҚіеҸҜе®һзҺ°иҮӘеҠЁиҝӣз»ҷпјҢзӣҙеҲ°ж•ҙдёӘж»ҡиҪ§иҝҮзЁӢе®ҢжҲҗеҗҺиҮӘеҠЁеҒңиҪҰгҖӮжҢүдёӢжӯЈиҪ¬иө·еҠЁжҢүй’®пјҢеҚіеҸҜе®һзҺ°иҮӘеҠЁйҖҖеҲҖгҖӮ
йҮҚзЈЁдёҺжӣҙжҚў
1пјҺеүҘиӮӢеҲҖеҲҮеүҠж•°йҮҸй’ўзӯӢпјҢеҲҖеҲғдјҡеҸҳй’қпјҢжӯӨж—¶еә”е°ҶеүҘиӮӢеҲҖжӢҶдёӢпјҢе°Ҷзҡ„еүҚеҲғйқўзЈЁеҺ»0.2-0.3mmпјҲдёҘзҰҒзЈЁеҲҖеҲғйЎ¶йқў)пјҢе®үиЈ…еҗҺеҚіеҸҜйҮҚж–°дҪҝз”ЁгҖӮ
2пјҺеүҘиӮӢеҲҖеҲғеҸЈеҙ©иЈӮдёҚиғҪжӯЈеёёеҲҮеүҠж—¶пјҢеҸҜжӣҙжҚўж–°еҲҖзүҮгҖӮ
3пјҺж»ҡдёқиҪ®ж»ҡиҪ§е®ҡж•°йҮҸзҡ„дёқеӨҙеҗҺпјҢеӣ зЈЁжҚҹзүҷеҪўжҚҹеқҸпјҢдёҚиғҪж»ҡиҪ§еҮәеҗҲж јдёқеӨҙж—¶пјҢеә”иҜҘеҸҠж—¶жӣҙжҚўж–°ж»ҡдёқиҪ®гҖӮ
4пјҺеңЁжӣҙжҚўж–°зҡ„ж»ҡдёқиҪ®ж—¶пјҢи°ғж•ҙиһәи·қзҡ„еһ«еңҲе®үиЈ…жӯЈзЎ®пјҢеҗҰеҲҷдёҚиғҪжӯЈеёёе·ҘдҪңгҖӮ
ж»ҡдёқжңәзҡ„еҮәзҺ°пјҢз»ҷдёҖдәӣиЎҢдёҡеёҰжқҘзҡ„ж•Ҳжһңд»ҚжҳҜдёҚй”ҷзҡ„пјҢеңЁиһәдёқпјҢиҷҪ然иҜҙдҪҝз”ЁиҢғеӣҙе№ҝпјҢдҪҶжҳҜеңЁж“ҚдҪңж–№йқўд»ҚжҳҜиҰҒжіЁж„Ҹзҡ„пјҢдёӢйқўзңӢзңӢжҳҜеҰӮдҪ•ж“ҚдҪңзҡ„гҖӮ
1гҖҒж–ҷжһ¶гҖҒж–ҷж§Ҫеә”и®ҫеӨҮе№ізӣҙпјҢеҜ№еҮҶеҜјеҗ‘зӯ’гҖҒи°ғзӣҙзӯ’е’ҢдёӢеҲҮеҲҖеӯ”зҡ„дёӯеҝғзәҝгҖӮ
2гҖҒз”ЁжүӢж»ҡеҠЁйЈһиҪ®пјҢжЈҖжҹҘдј еҠЁз»„з»Үе’ҢдҪңдёҡи®ҫеӨҮпјҢи°ғж•ҙз©әйҡҷпјҢзҙ§еӣәиһәж “пјҢзЎ®и®ӨжӯЈеёёеҗҺпјҢеҸ‘еҠЁз©әе·ҘдҪңпјҢжЈҖжҹҘиҪҙжүҝеә”ж— ејӮе“ҚпјҢйҪҝиҪ®е•®еҗҲпјҢеҫ…е·ҘдҪңжӯЈеёёеҗҺпјҢж–№еҸҜдҪңдёҡгҖӮ
3гҖҒжҢүи°ғзӣҙй’ўзӯӢзҡ„зӣҙеҫ„пјҢйҖүз”ЁйҖӮеҪ“зҡ„и°ғзӣҙеқ—еҸҠдј еҠЁйҖҹеәҰгҖӮз»Ҹи°ғиҜ•еҗҲж јпјҢж–№еҸҜйҖҒж–ҷгҖӮ
4гҖҒеңЁи°ғзӣҙеқ—жңӘеӣәе®ҡгҖҒйҳІжҠӨзҪ©жңӘзӣ–еҘҪеүҚдёҚеҫ—йҖҒж–ҷгҖӮдҪңдёҡдёӯзҰҒжӯўзҝ»ејҖеҗ„йғЁйҳІжҠӨзҪ©еҸҠи°ғж•ҙз©әйҡҷгҖӮ
5гҖҒеҪ“й’ўзӯӢйҖҒе…ҘеҗҺпјҢжүӢдёҺжӣіиҪ®жңүеҝ…иҰҒдҝқжҢҒй—ҙйҡ”пјҢдёҚеҫ—жҺҘиҝ‘гҖӮ
6гҖҒйҖҒж–ҷеүҚеә”е°ҶдёҚзӣҙзҡ„ж–ҷеӨҙеҲҮеҺ»пјҢеҜјеҗ‘зӯ’еүҚеә”иЈ…дёҖж №1mй•ҝзҡ„й’ўз®ЎпјҢй’ўзӯӢжңүеҝ…иҰҒе…Ҳз©ҝиҝҮй’ўз®ЎеҶҚйҖҒе…Ҙи°ғзӣҙеүҚз«Ҝзҡ„еҜјеӯ”еҶ…гҖӮ
7гҖҒдҪңдёҡеҗҺпјҢеә”жқҫејҖи°ғзӣҙзӯ’зҡ„и°ғзӣҙеқ—并еӣһеҲ°жң¬жқҘж–№дҪҚпјҢдёҖиө·йў„еҺӢеј№з°§жңүеҝ…иҰҒеӣһдҪҚгҖӮ
8гҖҒй’ўзӯӢеҠ е·Ҙжңәжў°д»Ҙз”өеҠЁжңәгҖҒж¶ІеҺӢдёәеҠЁеҠӣпјҢд»ҘеҚ·жү¬жңәдёәиҫ…жңәиҖ…пјҢеә”жҢүжңү关规е®ҡжү§иЎҢгҖӮ
9гҖҒжңәжў°зҡ„и®ҫеӨҮжңүеҝ…иҰҒеқҡе®һзЁіеӣәпјҢдҝқжҢҒж°ҙе№іж–№дҪҚгҖӮеӣәе®ҡејҸжңәжў°еә”жңүеҸҜйқ зҡ„еҹәзЎҖпјҢ移еҠЁејҸжңәжў°дҪңдёҡж—¶еә”жҘ”зҙ§иЎҢиө°иҪ®гҖӮ
10гҖҒе®ӨеӨ–дҪңдёҡеә”и®ҫзҪ®жңәжЈҡпјҢжңәж—Ғеә”жңүе Ҷж”ҫиҙЁж–ҷгҖҒеҚҠеҲ¶е“Ғзҡ„еңәең°гҖӮ
11гҖҒеҠ е·Ҙиҫғй•ҝзҡ„й’ўзӯӢж—¶пјҢеә”жңүдё“дәәеё®жү¶пјҢ并еҗ¬д»Һж“ҚдҪңдәәе‘ҳжҢҮжҢҘпјҢдёҚеҫ—жҒЈж„ҸжҺЁжӢүгҖӮ
12гҖҒдҪңдёҡеҗҺпјҢеә”е Ҷж”ҫеҘҪеҲ¶е“ҒгҖӮжё…зҗҶеңәең°пјҢе өжҲӘз”өжәҗпјҢй”ҒеҘҪз”өй—ёз®ұгҖӮ
ж»ҡдёқжңәзҡ„дјҳзӮ№пјҡ
1гҖҒж»ҡеҺӢжЁЎе…·еҜҝе‘ҪеҫҲй•ҝпјӣ
2гҖҒеҜ№жҜӣеқҜе°әеҜёзІҫеәҰиҰҒжұӮиҫғй«ҳпјӣ
3гҖҒиЎЁйқўзІ—зіҷеәҰе°ҸдәҺиҪҰеүҠгҖҒй“ЈеүҠе’ҢзЈЁеүҠпјӣ
4гҖҒеҠ е·ҘеҮәжқҘзҡ„дә§е“Ғ笔зӣҙеәҰгҖҒеҗҢеҝғеәҰеҫҲеҘҪ,зІҫеәҰд№ҹиҫғй«ҳпјӣ
5гҖҒж»ҡеҺӢеҗҺзҡ„иһәзә№иЎЁйқўеӣ еҶ·дҪңзЎ¬еҢ–иҖҢиғҪиҝӣжӯҘејәеәҰе’ҢзЎ¬еәҰпјӣ
6гҖҒеҜ№ж»ҡеҺӢжЁЎе…·зҡ„зІҫеәҰе’ҢзЎ¬еәҰиҰҒжұӮд№ҹй«ҳпјҢеҲ¶дҪңжЁЎе…·жҜ”иҫғеӣ°йҡҫпјӣ
7гҖҒжқҗж–ҷеҲ©з”ЁзҺҮй«ҳпјӣз”ҹдә§зҺҮжҜ”еҲҮеүҠеҠ е·ҘжҲҗеҖҚеўһй•ҝпјҢдё”жҳ“дәҺе®ҢжҲҗиҮӘеҠЁеҢ–пјӣ
8гҖҒж»ҡзүҷеҠ е·ҘеҪ’дәҺеЎ‘жҖ§еҸҳеҪўпјҢеҢәеҲ«дәҺиҮӘеҠЁиҪҰеәҠзӯүеҲҮеүҠеҠ е·ҘпјҢжІЎжңүй“Ғеұ‘гҖӮ
жҲҗзҶҹзҡ„й”Җе”®зҪ‘з»ңжё йҒ“пјҢеҸҜйқ зҡ„е”®еҗҺжңҚеҠЎйҳҹдјҚпјҢдҫқжүҳзү№еҲ«зҡ„з»ҸйӘҢе’ҢиҝҮдәәзҡ„жҠҖжңҜпјҢдҪҝе°Ҹе·ЁдәәжңәеәҠзҡ„ж»ҡдёқжңәеңЁдј—еӨҡеҗҢзұ»дә§е“Ғдёӯи„ұйў–иҖҢеҮәпјҢз”ЁжҲ·йҒҚеёғе…ЁеӣҪгҖӮе…¬еҸёдёҖиҙҜйҒөеҫӘ вҖңиҜҡдҝЎдёәжң¬гҖҒиҙЁдјҳд»·е»үвҖқ зҡ„з»ҸиҗҘзҗҶеҝөпјҢеӨҡе№ҙжқҘеҸ‘еұ•иүҜеҘҪпјҢе…¬еҸёиҝҳе°Ҷ继з»ӯеҫҖиҝҷжқЎи·Ҝиө°дёӢеҺ»пјҢжҲ‘们жңүзҗҶз”ұзӣёдҝЎе°Ҹе·ЁдәәжңәеәҠзҡ„жҳҺеӨ©дјҡжӣҙеҠ зҫҺеҘҪгҖӮж„ҝдёҺе№ҝеӨ§е®ўжҲ·зј”з»“иүҜеҘҪеҗҲдҪңе…ізі»пјҢж¬ўиҝҺеүҚжқҘеҸӮи§ӮеҗҲдҪңгҖӮ
ж¬ўиҝҺз”өиҜқиҒ”зі»жҲ‘们дәҶи§Јжңүе…іи–„еЈҒз®Ўж»ҡдёқжңәпјҢж»ҡдёқжңә20пјҢй«ҳзІҫеәҰж»ҡдёқжңәпјҢж»ҡдёқжңәзҡ„жӣҙеӨҡдҝЎжҒҜиҜҰжғ…
жё©йҰЁжҸҗзӨәпјҡ д»ҘдёҠжҳҜе…ідәҺи–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңәзҡ„иҜҰз»Ҷд»Ӣз»ҚпјҢ дә§е“Ғз”ұйӮўеҸ°еёӮе°Ҹе·ЁдәәжҷәиғҪ科жҠҖжңүйҷҗе…¬еҸёдёәжӮЁжҸҗдҫӣпјҢеҰӮжһңжӮЁеҜ№йӮўеҸ°еёӮе°Ҹе·ЁдәәжҷәиғҪ科жҠҖжңүйҷҗе…¬еҸёдә§е“ҒдҝЎжҒҜж„ҹе…ҙи¶ЈеҸҜд»ҘиҒ”зі»дҫӣеә”е•Ҷ жҲ–иҖ…и®©дҫӣеә”е•Ҷ йӮўеҸ°еёӮе°Ҹе·ЁдәәжҷәиғҪ科жҠҖжңүйҷҗе…¬еҸё дё»еҠЁиҒ”зі»жӮЁпјҢжӮЁд№ҹеҸҜд»ҘжҹҘзңӢжӣҙеӨҡдёҺ изӣёе…ізҡ„дә§е“ҒпјҒ
- и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңә зӣёе…ідә§е“ҒдҝЎжҒҜпјҡ
- и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңә зӣёе…ізғӯжҗңдә§е“ҒдҝЎжҒҜпјҡ
жң¬иЎҢдёҡзІҫе“ҒжҺЁиҚҗ
 иҷ№еҸЈж—Ҙжң¬иҝӣжЁұSHIN-ONдё»иҪҙ-е…·жңүеҸЈзў‘зҡ„ж—Ҙжң¬иҝӣжЁұSHIN-ONдё»иҪҙз”өжңәжҺЁиҚҗ
иҷ№еҸЈж—Ҙжң¬иҝӣжЁұSHIN-ONдё»иҪҙ-е…·жңүеҸЈзў‘зҡ„ж—Ҙжң¬иҝӣжЁұSHIN-ONдё»иҪҙз”өжңәжҺЁиҚҗ е…ЁзғӯдәӨжҚўеҷЁиҙЁйҮҸеҘҪзҡ„-д№°дёӯе°ҸеһӢе…ЁзғӯдәӨжҚўеҷЁи®ӨеҮҶзҷҫзҫҺз©әи°ғ
е…ЁзғӯдәӨжҚўеҷЁиҙЁйҮҸеҘҪзҡ„-д№°дёӯе°ҸеһӢе…ЁзғӯдәӨжҚўеҷЁи®ӨеҮҶзҷҫзҫҺз©әи°ғ ејӮеһӢй’Ҳд»·ж ј-е“ӘйҮҢиғҪд№°еҲ°жҠҘд»·еҗҲзҗҶзҡ„еңҶй’Ҳ
ејӮеһӢй’Ҳд»·ж ј-е“ӘйҮҢиғҪд№°еҲ°жҠҘд»·еҗҲзҗҶзҡ„еңҶй’Ҳ LCD/FPDзЈҒзҺҜ_е’ёйҳіе“ҒзүҢеҘҪзҡ„LCDдј еҠЁиҪҙеҝғжү№е”®
LCD/FPDзЈҒзҺҜ_е’ёйҳіе“ҒзүҢеҘҪзҡ„LCDдј еҠЁиҪҙеҝғжү№е”® й»‘йҫҷжұҹжҘје®ҮеҜ№и®Ізі»з»ҹ-дё“дёҡзҡ„еҸҜи§ҶеҜ№и®Ій—Ёй“ғеҺӮ家
й»‘йҫҷжұҹжҘје®ҮеҜ№и®Ізі»з»ҹ-дё“дёҡзҡ„еҸҜи§ҶеҜ№и®Ій—Ёй“ғеҺӮ家 ж–°з–ҶзІҫеҜҶз©әи°ғеҮәе”®-й«ҳжҖ§д»·зІҫеҜҶз©әи°ғжҺЁиҚҗ
ж–°з–ҶзІҫеҜҶз©әи°ғеҮәе”®-й«ҳжҖ§д»·зІҫеҜҶз©әи°ғжҺЁиҚҗ- жү№е”®еңҶй’Ҳ-дёҠжө·е“ҒзүҢеҘҪзҡ„еңҶй’Ҳдҫӣй”Җ
 жө·еҸЈз©әеҺӢжңә_дё“дёҡзҡ„дҫӣеә” жө·еҸЈз©әеҺӢжңә
жө·еҸЈз©әеҺӢжңә_дё“дёҡзҡ„дҫӣеә” жө·еҸЈз©әеҺӢжңә еҸҢеҗ‘еҸҳйў‘зӣҙжөҒе…ЁзғӯдәӨжҚўеҷЁд»·ж ј|зҷҫзҫҺз©әи°ғй«ҳиҙЁйҮҸзҡ„еҸҢеҗ‘еҸҳйў‘зӣҙжөҒе…ЁзғӯдәӨжҚўеҷЁ
еҸҢеҗ‘еҸҳйў‘зӣҙжөҒе…ЁзғӯдәӨжҚўеҷЁд»·ж ј|зҷҫзҫҺз©әи°ғй«ҳиҙЁйҮҸзҡ„еҸҢеҗ‘еҸҳйў‘зӣҙжөҒе…ЁзғӯдәӨжҚўеҷЁ еҠЁеҠӣжҘје®ҮеҜ№и®І-иҝҲз«Ӣж–Ҝдҫӣеә”еҘҪз”Ёзҡ„жҘје®ҮеҜ№и®І
еҠЁеҠӣжҘје®ҮеҜ№и®І-иҝҲз«Ӣж–Ҝдҫӣеә”еҘҪз”Ёзҡ„жҘје®ҮеҜ№и®І
жңҖж–°иө„и®Ҝ

иҜҘе…¬еҸёе…¶е®ғдә§е“Ғ

еҗҢзұ»дә§е“ҒжҺЁиҚҗ
- иҷ№еҸЈж—Ҙжң¬иҝӣжЁұSHIN-ONдё»иҪҙ-е…·жңүеҸЈзў‘
- GPSеҮәз§ҹд»·ж ј-еҺҰ门规模еӨ§зҡ„GPSе®ҡдҪҚд»Ә
- еҺҰй—Ёе»әзӯ‘жөӢжё©д»Ә_жҖҺж ·жүҚиғҪд№°еҲ°д»·ж јйҖӮдёӯзҡ„е»ә
- ж№–еҢ—еҠҲзҹіжңә-иҖҗз”Ёзҡ„еҠҲзҹіжңәдҫӣеә”
- е…ЁзғӯдәӨжҚўеҷЁиҙЁйҮҸеҘҪзҡ„-д№°дёӯе°ҸеһӢе…ЁзғӯдәӨжҚўеҷЁи®Ө
- еӨ§е…ҙе®үеІӯжІ№жөҒ继з”өеҷЁ-иҙЁйҮҸеҘҪзҡ„жІ№жөҒ继з”өеҷЁжІҲ
- е…Ёз«ҷд»Әд»·ж ј|д»·ж јеҗҲзҗҶзҡ„дёӯзә¬е…Ёз«ҷд»ӘеңЁеҺҰй—Ёе“Ә
- ејӮеһӢй’Ҳд»·ж ј-е“ӘйҮҢиғҪд№°еҲ°жҠҘд»·еҗҲзҗҶзҡ„еңҶй’Ҳ
- smcзүҮжқҗзҹіиӢұзҹі-зғҹеҸ°й«ҳиҙЁйҮҸзҡ„SMCзүҮжқҗ
- LCD/FPDзЈҒзҺҜ_е’ёйҳіе“ҒзүҢеҘҪзҡ„LCDдј
- й»‘йҫҷжұҹжҘје®ҮеҜ№и®Ізі»з»ҹ-дё“дёҡзҡ„еҸҜи§ҶеҜ№и®Ій—Ёй“ғеҺӮ
- ж·„еҚҡSMCзүҮжқҗд»·ж ј-еӨ§йҮҸдҫӣеә”й«ҳиҙЁйҮҸзҡ„SM
- иҘҝе®үе·ҘзЁӢйҖ д»·-йҮ‘жіҪ科жҠҖзҡ„ж¶ҲйҳІи®ҫи®Ўж–Ҫе·Ҙй”ҖйҮҸ
- иҘҝе®үиЈ…дҝ®е®Ўеӣҫе…¬еҸёе“Ә家еҘҪ-е’ёйҳіж¶ҲйҳІиҜ„дј°-е’ё
- ж–°з–ҶзІҫеҜҶз©әи°ғеҮәе”®-й«ҳжҖ§д»·зІҫеҜҶз©әи°ғжҺЁиҚҗ
- йқ’жө·зҹіжқҗеҜ№ејҖз»„еҗҲжңә_дјҳжғ зҡ„зҹіжқҗеҜ№ејҖз»„еҗҲжңә
- иҘҝе®үи®ҫеӨҮи®ЎйҮҸж ЎеҮҶ-е’ёйҳіж¶ҲйҳІйӘҢ收公еҸё-е’ёйҳі
- й“ҒеІӯжІ№дҪҚиЎЁе“Ә家еҘҪ-е“ӘйҮҢеҸҜд»Ҙд№°еҲ°иҖҗз”Ёзҡ„жІ№дҪҚ
- жү№е”®еңҶй’Ҳ-дёҠжө·е“ҒзүҢеҘҪзҡ„еңҶй’Ҳдҫӣй”Җ
- жө·еҸЈз©әеҺӢжңә_дё“дёҡзҡ„дҫӣеә” жө·еҸЈз©әеҺӢжңә
- еҸҢеҗ‘еҸҳйў‘зӣҙжөҒе…ЁзғӯдәӨжҚўеҷЁд»·ж ј|зҷҫзҫҺз©әи°ғй«ҳиҙЁ
- еҠЁеҠӣжҘје®ҮеҜ№и®І-иҝҲз«Ӣж–Ҝдҫӣеә”еҘҪз”Ёзҡ„жҘје®ҮеҜ№и®І

-
и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңәзӣёе…іеҢәеҹҹдә§е“Ғ:
- йӮҜйғёеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- еј е®¶еҸЈеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- е»ҠеқҠеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- зҹіе®¶еә„еёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- жүҝеҫ·еёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- жІ§е·һеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- йӮўеҸ°еёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- е”җеұұеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- иЎЎж°ҙеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- з§ҰзҡҮеІӣеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- дҝқе®ҡеёӮжңәжў°е’ҢиЎҢдёҡи®ҫеӨҮ
- и–„еЈҒз®Ўж»ҡдёқжңә-ж»ҡдёқжңә20-й«ҳзІҫеәҰж»ҡдёқжңәзӣёе…іеҢәеҹҹеҺӮ家:

