
半自动滚丝机-滚丝机系列-全自动三轮滚丝机

所在地:河北省
联系人:王经理
价格:面议
品牌:小巨人智造,小巨人机床,小巨人滚丝机,小巨人,邢台小巨人
发布时间:2021-10-13
【产品详情】半自动滚丝机-滚丝机系列-全自动三轮滚丝机
查看该公司全部产品>>
半自动滚丝机-滚丝机系列-全自动三轮滚丝机
邢台市小巨人智能科技有限公司成立于2015-11-09,是一家机床各类产品,其中滚丝机为公司主导产品。凭借成熟的生产设备及可靠的经营管理模式,公司产品以有品质、高价值销售于全国,深受紧固件加工厂的欢迎。

半自动滚丝机-滚丝机系列-全自动三轮滚丝机。
两轴滚丝机是一种多功能冷挤压成形机床,两轴滚丝机能在其滚压力范围内冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。
滚丝冷滚压工艺是一种无切削加工,能有效地提高工件的内在和表面质量,加工时产生的径向压应力,能显著提高工件的疲劳强度和扭转强度,是一种高、节能、低耗的理想工艺。在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
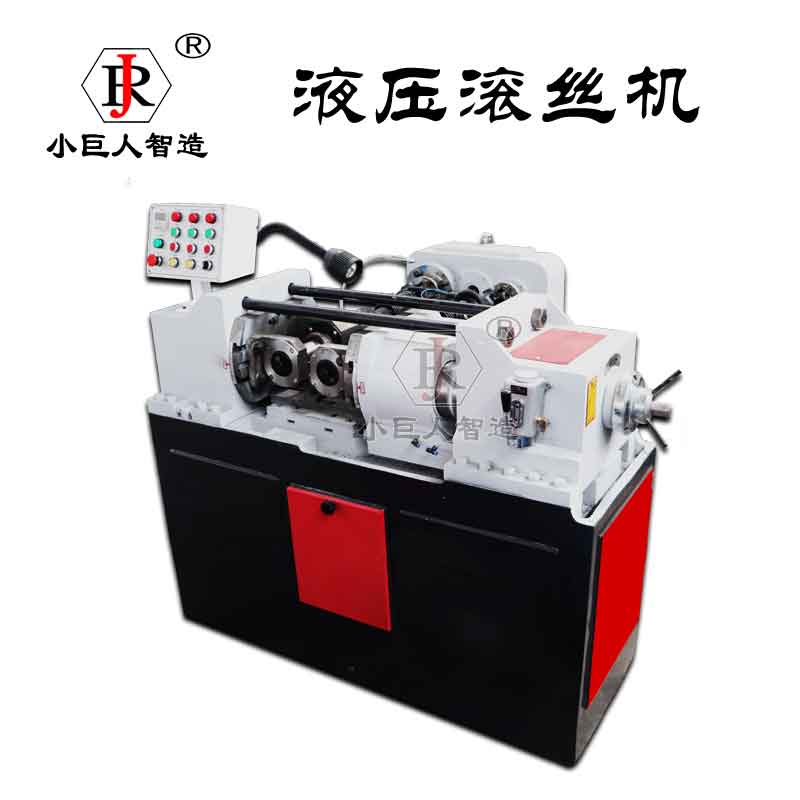
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。具有操作简单、节能、功效高等优点。可配自动上料机实现一体自动生产。
工作原理
1、在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
2、滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。
3、滚压工具专用性较强,适用于滚压工件材料硬度,不高于HRC25在HRC20以下,延伸率应大于15%,抗拉强度应小于60kgf/mm2的各种碳素钢、合金钢和有色金属,随着材质硬度的提高,滚压工具的寿命急剧下降。
注意事项:
1、操作本机床严禁戴手套,尤其加工长丝杆时,工件更应加装保护装置。
2、非工作人员、非成年人应远离机床,各传动部位工作时,不要随意抚摸和调整,以 防发生安全事故。
3、本机电器部分应良好接地。
4、本机工作完毕后,应切断总电源。
半自动滚丝机-滚丝机系列-全自动三轮滚丝机。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
滚丝机的出现,给一些行业带来的效果仍是不错的,在螺丝,虽然说使用范围广,但是在操作方面仍是要注意的,下面看看是如何操作的。
1、料架、料槽应设备平直,对准导向筒、调直筒和下切刀孔的中心线。
2、用手滚动飞轮,检查传动组织和作业设备,调整空隙,紧固螺栓,确认正常后,发动空工作,检查轴承应无异响,齿轮啮合,待工作正常后,方可作业。
3、按调直钢筋的直径,选用适当的调直块及传动速度。经调试合格,方可送料。
4、在调直块未固定、防护罩未盖好前不得送料。作业中禁止翻开各部防护罩及调整空隙。
5、当钢筋送入后,手与曳轮有必要保持间隔,不得接近。
6、送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋有必要先穿过钢管再送入调直前端的导孔内。
7、作业后,应松开调直筒的调直块并回到本来方位,一起预压弹簧有必要回位。
8、钢筋加工机械以电动机、液压为动力,以卷扬机为辅机者,应按有关规定执行。
9、机械的设备有必要坚实稳固,保持水平方位。固定式机械应有可靠的基础,移动式机械作业时应楔紧行走轮。
10、室外作业应设置机棚,机旁应有堆放质料、半制品的场地。
11、加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得恣意推拉。
12、作业后,应堆放好制品。清理场地,堵截电源,锁好电闸箱。
滚丝机的优点:
1、滚压模具寿命很长;
2、对毛坯尺寸精度要求较高;
3、表面粗糙度小于车削、铣削和磨削;
4、加工出来的产品笔直度、同心度很好,精度也较高;
5、滚压后的螺纹表面因冷作硬化而能进步强度和硬度;
6、对滚压模具的精度和硬度要求也高,制作模具比较困难;
7、材料利用率高;生产率比切削加工成倍增长,且易于完成自动化;
8、滚牙加工归于塑性变形,区别于自动车床等切削加工,没有铁屑。
小巨人机床是一家具有实力的滚丝机生产企业,一直把满足客户要求作为企业经营的核心,严把质量关口,努力提率是我们的目标。我司坚持不懈,努力为紧固件加工厂提供适应市场需求的滚丝机。“创新产品种类,严格质量控制”,公司遵循着这样的原则,持续为客户提供有口碑的滚丝机。
真诚为客户提供好的产品,周到细致的服务是邢台市小巨人智能科技有限公司一直奉行的销售准则,使得公司销售的滚丝机在机床行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大紧固件加工厂一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
想了解更详细内容,可来电联系对半自动滚丝机,全自动三轮滚丝机,滚丝机系列,滚丝机进行详询了解
温馨提示: 以上是关于半自动滚丝机-滚丝机系列-全自动三轮滚丝机的详细介绍, 产品由邢台市小巨人智能科技有限公司为您提供,如果您对邢台市小巨人智能科技有限公司产品信息感兴趣可以联系供应商 或者让供应商 邢台市小巨人智能科技有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 半自动滚丝机-滚丝机系列-全自动三轮滚丝机 相关产品信息:
- 半自动滚丝机-滚丝机系列-全自动三轮滚丝机 相关热搜产品信息:
本行业精品推荐







最新资讯

该公司其它产品

同类产品推荐
- 售卖异型针-上海哪里有卖高质量的圆针
- 泉州徕卡GPS价格-想买质量好的GPS定
- 超滤干燥机哪家好-西安超滤干燥机价格
- 长岛SMC片材机-百盛机械新款smc片材
- 斩石机材质-泉州超实用的斩石机出售
- 二合一干燥过滤器哪家好-西安超滤干燥机哪
- 建筑测温仪批发-口碑好的建筑电子测温仪市
- 蘑菇面机价位-泉州哪里有供应口碑好的蘑菇
- 海南离心风机批发-海南低噪声柜式离心风机
- 海口桥架工厂-海南海口电缆桥架
- 桥架供应商-质量好的海南桥架哪里有
- 菏泽SMC片材机_好的SMC片材提供
- 文昌法兰风管厂家-海南哪里可以买到品牌好
- 泥浆三件套公司-厦门品牌好的厦门泥浆三件
- 临沂SMC片材生产线-山东最大的SMC片
- 莱芜SMC片材机组|烟台超实惠的SMC片
- 批销种子发芽盒-厦门划算的种子发芽盒批售
- 干燥过滤器出售-重庆过滤干燥器多少钱-重
- 三明六角机-福建好用的六角机供应
- 江门异型针-具有口碑的圆针供应商_上海晋
- 辽宁石材钻孔机_选购好用的石材钻孔机就选
- 数控精密钣金加工|具有性价比的镭射切割在

- 半自动滚丝机-滚丝机系列-全自动三轮滚丝机相关区域产品:
- 半自动滚丝机-滚丝机系列-全自动三轮滚丝机相关区域厂家:

