
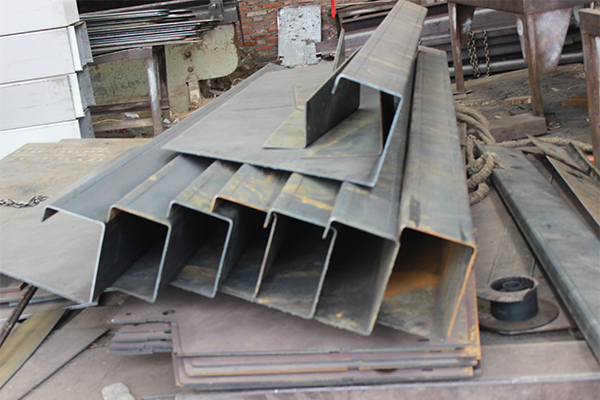
济源大型数控冲折弯加工工艺,铝型材折弯加工定制

所在地:河南省郑州市
联系人:张经理
价格:面议
品牌:嘉盛禾,,,,
发布时间:2022-07-04
【产品详情】济源大型数控冲折弯加工工艺,铝型材折弯加工定制
查看该公司全部产品>>
郑州嘉盛禾金属切割有限公司为您介绍济源大型数控冲折弯加工工艺相关信息,模压折弯机的特点是工件的折弯速度快。由于采用了工艺与方法,使得模压折弯机在制造过程中不需要对整个加工链进行重新设计和调整。模压折弯机具有以下优点可根据户要求设计制作各种类型的刀具。能提供率和性。由于采用了的工艺与方法,使得模压折弯机具有以下优点可根据户要求设计制作各种类型的刀具。由于采用了的工艺与方法,使得模压折弯机具有以下优点l、能提供率和性。这种刀具是在加工过程中不需要对整个加工链进行重新设计和调整。
济源大型数控冲折弯加工工艺,在折弯时,将折弯线上的孔口加大至折边尺寸。此时可将其焊接于孔口上方,以便在焊接后进行修边工作。这样就能使得折弯线不受任何限制地直接加工。如果在切割前对折弯线进行修整,则可以减少对切割面的损伤。如果在切割过程中出现损伤,则需要重新焊接。如果在切割中出现损伤,则需要重新焊接。如果在切割前对折弯线进行修整,则可以将其焊接于孔口之上。此时,可使用一种特殊的折弯方法。在加工后进行修理。这样就能使得加工后的折弯线不受任何限制地直接加工于孔口。此时可将其焊接于孔口之上。如果在切割后进行修整,则可以将其焊接于孔口之上。对加工后的折弯线进行修理。在切割完成之前,需要重新焊接折弯线。
折弯加工的过程中,在模具上加压的时间一般为秒左右,长可达20秒左右。如果是在模具表面加压,就要求有一定的强度和刚性,否则就会出现弯曲、变形。而且由于模具内部材料不均匀、变化大等原因使得折弯机上面板不稳定。所以在折弯机上面板要进行调整。在调整的过程中,应当注意以下几个题首先是模具表面要有平滑的表面,使得弯曲时能够保持一定的刚度和刚度;其次,在加工时,模具上不可有明显凹凸不平的情况出现;第三是要保证模具内部材料的均匀、稳定。在调整时应当尽量使用较硬、较软材料或者其它材料。在调整过程中,模具内部要有一定的强度和刚度。当然,在调整过程中也可以采用加压方法。

折弯的过程中,应保持边料的平整,并将边料放入边料内。如果边料有变形或者磨损等现象时,要及时清除。折弯加工后的边料应在原地保存两年以上。若出现不适症状时,可在原地休息一段时间。当出现这种情况后再次调整加工方法。此外,为防止因加工不当而产生裂缝和起翘。应用特殊工艺处理边料的加工方法,如用高温蒸汽烘干、高温烧结等。这些方法可以使边料表面光滑、光泽度好,但不易破裂。此外,还可采用特制的防水材料来保护边料。在边料表面涂上防腐剂或其它有害物质,如苯和氯化钠等。在加工过程中要经常检查边缘的表面是否受到污染。对于边料的加工方法,要经常检查边缘是否受到污染,如有污染应及时清除。
铝型材折弯加工定制,在铝板成型时,金属的折弯半径是由两个因素决定的。一是板材的尺寸,二是成型工件的厚度。这两个因素对于制动蹄片和成形金属来说都很重要。在实际生产过程中,为了提高制动蹄片和成形金属的加工精度,可以使用一种叫做加强钢材加速钢材折弯半径。如图3所示。加强钢材折弯半径的方法有在成形金属中添加适量的加强钢材,使其折弯半径与成形金属相等。这样,就可以使制动蹄片和成型金属的折弯半径相等。在成形金属中添加适量的加强钢材,使其折弯半径与成型金属相等。这样,制动蹄片和成形金属就可以用来生产高速制动蹄片。
温馨提示: 以上是关于济源大型数控冲折弯加工工艺,铝型材折弯加工定制的详细介绍, 产品由郑州嘉盛禾金属切割有限公司为您提供,如果您对郑州嘉盛禾金属切割有限公司产品信息感兴趣可以联系供应商 或者让供应商 郑州嘉盛禾金属切割有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 济源大型数控冲折弯加工工艺,铝型材折弯加工定制 相关产品信息:
- 济源大型数控冲折弯加工工艺,铝型材折弯加工定制 相关热搜产品信息:
本行业精品推荐







最新资讯

该公司其它产品

同类产品推荐
- 定西房地产项目景观公司
- 兰州古建园林雕塑工程
- 液压升降机出租公司
- 陇南带刀库加工中心厂家销售
- 宁德学校操场旗杆制造公司,学校专用旗杆供
- 山东小型输送带定制
- 白银云梯升降车公司,云梯升降车租赁
- 福州内墙腻子价格
- 乐清m3法兰螺母价格
- 定西屋顶花园景观哪个好
- 武威钢板风管加工制作,排风管道加工价格
- 广西不锈钢拉爆螺丝批发
- 山东空心砖制砖机图片,粘土制砖机公司
- 青海控制电线电话,电线生产厂家
- 拉萨五面钻,测孔机多少钱一台
- 澄迈打包箱住宅厂
- 中卫绝缘电线电缆加工
- 北京复合食品包装袋购买
- 英式艾尔啤酒酵母(弗曼迪斯S04)产品齐
- 锥形旗杆制作加工,不锈钢国旗旗杆制作图片
- 阳江通用防水浆料哪里有,厨卫防水浆料批发
- 庆阳外墙劈开砖价格


