
青海铜零件加工厂家-青海钛合金零件加工安装
所在地:陕西省西安市
联系人:张工
价格:面议
品牌:坎道尔,,,,
发布时间:2023-11-11
【产品详情】青海铜零件加工厂家-青海钛合金零件加工安装
查看该公司全部产品>>
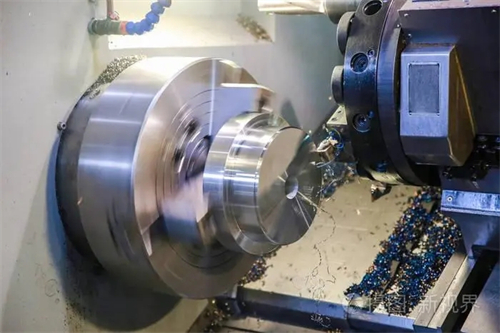
青海铜零件加工厂家-青海钛合金零件加工安装
西安坎道尔机电科技有限公司成立于2015-07-28,多年来专注于青海机械加工,具有丰富的创意、实践经验,是一家市场前景广阔的西安坎道尔机电一贯遵循“诚信、创新、求精、服务”的经营理念,拥有诸多高技术管理人员和经验丰富生产管理人员,在工程机械建筑机械行业领域取得了的成绩,努力把自己打造成诚信为本、技术精巧、服务到位、用户满意的企业。

青海铜零件加工厂家-青海钛合金零件加工安装。
过去,不锈钢合金分为铁素体合金和马氏体合金。铁素体合金的铬含量为10-12%,不能硬化。马氏体合金的铬和碳含量高于铁素体不锈钢。同时,添加锰和硅。这种合金可以通过热处理工艺硬化。目前,铁素体和马氏体不锈钢合金并没有广泛应用于工业环境,而是应用于家用产品,如厨房或花园工具。
随着不锈钢应用的不断发展,不锈钢被频繁应用于对机械强度和耐腐蚀性要求较高的应用中。为了提高不锈钢的强度,冶金学家添加镍将铁/铬合金制成铁/铬/镍合金。这些材料被称为奥氏体不锈钢。目前广泛应用于对强度、耐腐蚀性和耐热性要求较高的工业场合。该合金通常用于石化加工、需要防腐以符合卫生标准的食品工业以及在恶劣环境条件下使用的通用机械。
此外,提高不锈钢的性能必然会大大增加不锈钢加工的难度。铁素体和马氏体不锈钢的耐腐蚀性基本上属于化学性质,因此这些不锈钢的加工难度并不比普通钢零件高。然而,在奥氏体不锈钢中添加镍和其他元素会提高其硬度、强度、变形抗力和热性能,导致可加工性降低。
直到现在,人们还没有真正掌握奥氏体不锈钢加工的奥秘。机床技术人员认为,由于不锈钢合金的强度较高,机械切削力较大,应采用强度较高的负角槽刀具进行加工,同时降低切削参数。然而,使用这种方法会缩短一些刀具寿命,产生长切屑、频繁毛刺、不令人满意的表面粗糙度和不必要的振动。

数控车床加工过程中容易出现的问题以及加工难度有以下几种:
一、刀具的良好状况以及使用寿命如何判断?在机床自动加工过程中,需要用耳切削听声,切削过程停机定时检查或触摸刀尖,根据表面光洁度分析判断等!
二、如何合理根据材质特性选择相对应的刀具?
在加工过程中,如果刀具选择不对,会导致加工不稳定或无法加工!并且影响效率,还做不出好的品质,所以选用刀具很重要,当我们加工材质比较硬的材质时,我们应选用刚性比较强刀尖大的刀具,机台也应采用低转速,慢进给,少背吃等原则去调试!
那么当加工材质比较软的,如铝合金,尼龙棒,铜等这些材质时!那么我们相应的就可以提高转速,进给量,背吃刀量,并且使用相应的合金刀!特别是进给台慢,会形成挤渣,对工件缠绕,不碎渣。从而会大大影响效率和质量!
三、当工艺或刀路没有排好影响效率怎么办?
同一把刀尽量不要重复多次使用,能一把刀完成的不用第二把,排刀顺序和程序顺序在条件允许的情况下,要按刀路排列,尽可能的压缩空程时间,减少不必要的定位误差,在刀具或质量没有影响的情况下,再一次的优化程序,达到加工状态!
四、在加工壁薄的产品时容易产生变形怎么办?
这样的产品是有那么点难度,有的可能会分好多道工序才能完成,可以根据产品要求,去分析判断!要使用低转速,并且要采用刀尖小,刀刃比较锋利的刀具,装夹也尽可能采用轴向装夹(如压螺丝套)如用径向家紧始终会有变形状态!


青海铜零件加工厂家-青海钛合金零件加工安装。
精密机械零件加工技术分别包括哪些?精密机械零件加工中超高速加工技术是精密加工技术中重要的一部分,因为精密加工需要高准确的小误差的标准,这样就需要在机床加工和超硬材料上下功夫,来解决这些问题。通过提高机床的高精度加工能力,来解决材料切削速度等等。那么超高速加工技能是什么呢?下面我们就来详细看下:
超高速加工技能是指采用超硬资料的刃具,经过很大地进步切削速度和进给速度来进步资料切除率、加工精度和加工质量的现代加工技能。
超高速加工的切削速度局限因分歧的工件资料、分歧的切削方法而异。当前,普通以为,超高速切削各类资料的切速局限为:铝合金已1600m/min,铸 铁为1500m/min,超耐热镍合金达300m/min,钛合金150~1000m/min,纤维加强塑料为2000~9000m/min。
各类切削 工艺的切速局限为:车削700~7000m/min,铣削300~6000m/min,钻削200~1100m/min,磨削250m/s以上等等。
超高速加工技能首要包括:超高速切削与磨削机理研讨,超高速主轴单位制造技能,超高速进给单位制造技能,超高速加工用刀具与磨具制造技能,超高速加工在线主动检测与节制技能等。
西安坎道尔机电拥有实践经验丰富、高素质的职工队伍,能按客户所需,结合客户的实际情况,提供可靠青海机械加工,制造生产适合合客户需要的产品。我们始终坚持以至诚服务,追求为宗旨,以互惠互利为目的,热诚欢迎海内外各界有意的朋友携手合作,共谋发展!在青海机械加工上我们将全心全意为您服务,给您提供优越的体验!
不锈钢加工时,主要有以下难点:
一、加工时,刀具与工具的发热量高,刀具易磨损,因此,对刀具要有的要求,要耐磨耐高温。同时,做到刃口要锋利,选择合理角度。
二、转速慢,切削时受力较大。生产效率不高。
三、发热量高,冷却油选择很重要,一般用氯化硫。效果较好。
四、钻深孔及攻丝,难度大。
五、加工不锈钢,工人要有的经验和过硬的技术。
不锈钢的加工性能:
1 不锈钢切削时塑形大、韧性高,切削时消耗能量大,切削温度高。不锈钢导热率低,散热不好易形成刀具高温;不锈钢粘结凝焊性强,切削过程中易形成积屑瘤;不锈钢加工硬化倾向强,切削表面易形成硬化层;不锈钢不易断屑,切削过程中易堵塞,影响加工表面的光洁。
2 不锈钢切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨出月牙形导屑槽可改善切削条件;后角,对硬质合金车刀,后角应为6--10°,对高速钢车刀,后角应为8--12°;主偏角60--75°;副偏角,应为8--20°;在粗车时应大于零,在精车
时应小于零;刀尖半径,一般为0.2--0.8mm。
3 不锈钢切削中的冷却润滑:采用冷却润滑性能较好的润滑液,如硫化油、极压乳化油、锭子油、油酸或植物油等。

不锈钢制品因为其耐腐蚀性、耐高温性等特点,在我们的日常生活中使用的非常广泛。那么,在不锈钢制品加工的过程中需要注意哪些问题呢?
1、刀具材料选择。因加工不锈钢零件时切削力大、切削温度高,刀具材料应尽量选择强度高、导热性好硬质合金。
前刀面刃磨时粗糙度值要小。为避免出现切屑粘刀现象,刀具的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。
2、刀具刃口应保持锋利。刀具刃口应保持锋利,以减少加工硬化,进给量和背吃刀量不宜过小,以防止刀具在硬化层中切削,影响刀具使用寿命。
3、注意断屑槽的磨削。由于不锈钢切屑具有强韧的特点,刀具前刀面上断屑槽修磨应合适,从而使切削过程中断屑、容屑、排屑方便。
4、切削用量的选择。根据不锈钢材料特点,加工时宜选用低速和较大进给量进行切削。
5、切削液选择要合适。由于不锈钢具有极易产生粘结和散热性差的特点,因此在镗削中选用抗粘结和散热性好的切削液相当重要。分享来自青岛盛腾泽源工贸。
采用上述工艺方法,可以克服不锈钢的加工难点,使不锈钢在进行钻、铰、镗孔时刀具寿命得到提高,减少操作中磨刀、换刀次数,在提高生产效率和孔加工质量、降低工人劳动强度和生产成本方面,能取得令人满意的效果。
经过公司多年的经营服务,秉承客户至上,发展创新,西安坎道尔机电在工程机械建筑机械领域深受广大客户的认可,我们公司提供的青海机械加工主要服务于有需要的群体,以合理的价格方便于客户,以靠谱的品质立信于客户,以及的售后服务换取良好的业界口碑。欢迎您莅临我公司指导、参观,公司地址:沣东新城三桥镇府东寨245号
我们还有青海铜零件加工厂家,青海钛合金零件加工安装,青海铝合金零件加工安装,青海机械加工等信息等您咨询了解,欢迎致电联系我们
温馨提示: 以上是关于青海铜零件加工厂家-青海钛合金零件加工安装的详细介绍, 产品由西安坎道尔机电科技有限公司为您提供,如果您对西安坎道尔机电科技有限公司产品信息感兴趣可以联系供应商 或者让供应商 西安坎道尔机电科技有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 青海铜零件加工厂家-青海钛合金零件加工安装 相关产品信息:
- 青海铜零件加工厂家-青海钛合金零件加工安装 相关热搜产品信息:
本行业精品推荐








最新资讯

该公司其它产品

同类产品推荐
- 淄博速写培训_信誉好的素描培训,您的品质
- 长春展位搭建工厂-满洲里活动执行-沈阳活
- 桁架搭建-哈尔滨创新型的长春展位搭建公司
- 可信赖的海南空压机出租-海口可靠的海南空
- 智能箱柜设计-口碑好的智能箱柜当选鼎利达
- 沈阳展览-长春展厅搭建-哈尔滨展厅搭建
- 哈尔滨展览展示-哈尔滨展厅搭建-黑龙江铝
- 澄迈钢板桩公司_为您推荐有知名度的海南钢
- 广西蔬菜批发服务商-海南口碑好的安全快速
- 淄博美术速写培训-素描培训资讯
- 养老康复中心哪家好服务中心-辽宁可靠的养
- 有机蔬菜配送|蔬菜配送哪家好
- 海口水果配送-海南品牌好的水果运输公司
- 长春展览-满洲里企业展厅-沈阳企业展厅
- 桓台婚介所-位于淄博规模大的婚介所
- 盖州蔬菜配送-沈阳专业的食材配送公司是哪
- 沈阳展览设计搭建|受欢迎的哈尔滨展台搭建
- 黑龙江特装展台搭建|口碑好的哈尔滨展厅设
- 三亚U型钢板桩工厂-海南钢板桩租赁公司推
- 厦门不锈钢钣金加工制作-口碑好的钣金切割
- 通化冷库安装公司-冷库安装推荐
- 沈抚新区养老院哪家好-鞍山哪家养老医疗康


